兴安盟锅炉烟气废气热量回收器
价格:118000 2025-08-07 09:33:01 233次浏览锅炉烟气废气热量回收器是一种通过换热技术回收锅炉排放烟气中余热的设备,旨在提升能源利用率并降低碳排放。
一、核心原理与技术类型气-水型余热回收器
热管技术:通过工质相变(蒸发-冷凝)传递热量,导热效率是金属的50-100倍,且单管可更换。
防腐设计:采用耐高温高分子复合材料(如科贝3015-AL)涂覆管板,耐温达648℃,延长使用寿命。
原理:利用热管或翅片管将烟气热量传递给水或锅炉补水,加热后的水可直接用于锅炉回水或生活用水。例如,烟气温度从280℃降至130℃时,可回收显热并部分冷凝潜热。
技术特点:
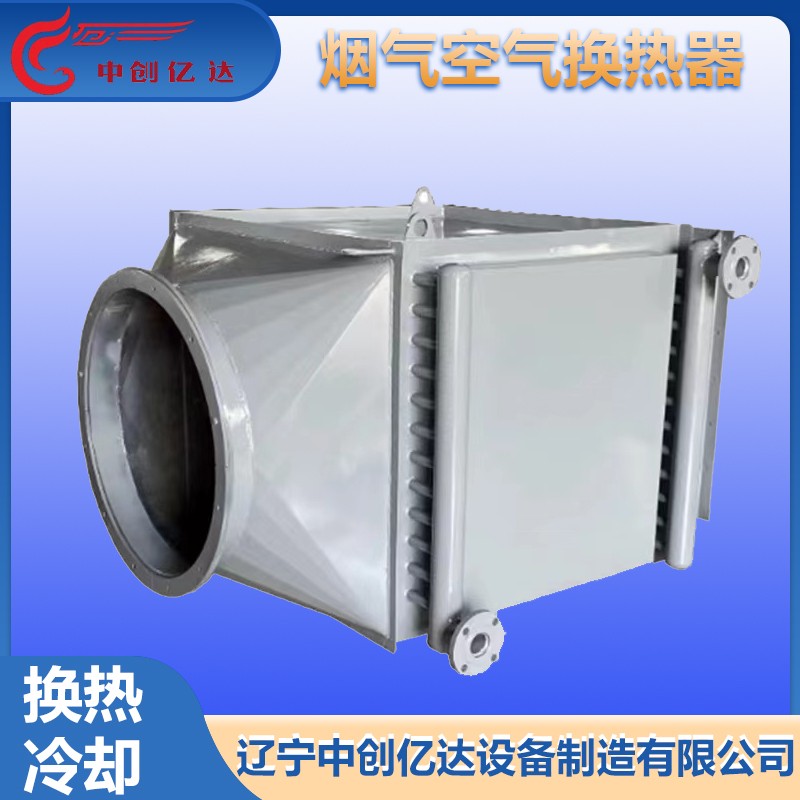
气-气型余热回收器
全翅片管结构:增大换热面积,适应高粉尘烟气环境。
低阻力设计:烟气流速控制在8-12m/s,减少压损。
原理:通过逆向气流设计,将高温烟气的热量传递给助燃空气,预热后的空气可提升燃烧效率。例如,燃气锅炉排烟温度从150℃降至40℃时,助燃空气温度可升至100℃以上。
技术特点:
复合相变换热器
创新应用:通过工质相变实现低温余热回收(如50-80℃),结合凝结水回收技术,可将排烟温度降至30℃以下,回收潜热占比达30%以上。
吸收式热泵技术
原理:以燃气或蒸汽为驱动热源,制取低温水与烟气换热,回收显热和潜热。例如,某案例中回收热量用于供热一次网回水升温,综合节能率达8%-15%。
二、关键性能参数参数气-水型气-气型复合相变型适用温度范围100-400℃80-300℃50-150℃热效率4%-18%5%-12%8%-15%排烟温度降幅50-100℃30-80℃50-120℃典型应用锅炉补水加热助燃空气预热低温余热深度回收三、应用场景与案例工业锅炉节能改造案例:某14MW燃气锅炉加装气-水型余热回收器后,排烟温度从120℃降至40℃,年节约天然气89.78万m³,节省费用250万元。
效益:燃料成本降低10%-15%,投资回收期约2-3个采暖季。
集中供热系统
技术组合:冷凝式换热器+空气预热器+吸收式热泵,实现烟气温度从100℃→55℃→30℃逐级降温,综合热效率提升12%。
高腐蚀性烟气处理
防腐方案:采用镍基合金(如哈氏合金C-276)或碳化硅涂层,应对含硫、氯的烟气腐蚀,延长设备寿命至10年以上。
四、选型与设计要点温度匹配
高温段(>400℃):优先选用碳化硅换热器或熔盐储热系统。
中低温段(100-400℃):采用热管或翅片管换热器。
介质兼容性
含尘烟气需集成旋风除尘器或多孔陶瓷过滤器,防止翅片堵塞。
腐蚀性烟气需选择耐蚀材料(如ND钢、陶瓷)或防腐涂层。
系统集成
结合余热锅炉、ORC发电系统,实现余热梯级利用。例如,某电厂将烟气余热用于发电,年增发电量1200万kWh。
五、环保与经济效益减排效益
排烟温度每降低10℃,锅炉热效率提升1%,SO₂排放减少5%-10%。
冷凝式回收可减少烟气中60%-80%的水蒸气排放,降低热污染。
经济性分析
投资成本:气-水型设备约300-800元/kW,气-气型约500-1200元/kW。
回报周期:常规项目3-8个月,大型系统1-2年。
六、技术挑战与发展趋势材料限制:超低温(<50℃)回收需突破耐低温腐蚀材料(如钛合金)。
智能化控制:通过AI算法实时优化烟气流量与温度,提升动态效率。
多技术耦合:与碳捕集(CCUS)结合,实现余热回收与碳减排协同。
- 公司: 辽宁中创亿达设备制造有限公司
- 主营: 本溪板式换热器厂家,智能换热机组,蒸汽散热器
- 地址: 辽宁省沈阳市浑南区板式换热器联系手机18840014121
- 联系: 王维
- 手机: 18840014121
-
微信:
