河北威岳铸铁,T,型槽平台规范・工艺・品质全解析
价格:2200 2025-07-03 02:00:45 0次浏览一、使用与维护要点周期检定
需定期检定,常规周期为 1 年;精密检测或特殊场景使用时,应缩短检定周期。
操作规范
1.工件轻放,避免撞击台面,若表面凸起需立即修复;
2.保持台面清洁,防止铁屑、砂子等杂质磨损平面;
3.检验 / 划线后及时移走工件,避免长期重压导致变形;
4.安装时支承于主支点,调整工作面至水平,减少吊装变形;
5.使用后擦净工作面,涂防锈油;长期闲置时涂黄油并铺白纸防锈。
二、工艺与外观要求清砂与涂漆
1.底面清砂彻底,喷涂红色防锈漆;侧面平整后涂蓝漆或绿漆;
2.加工表面若生锈,需用防锈水打磨;腻子打磨清理后,喷涂过氯乙烯道底漆,提升漆膜平整度与光泽。
结构细节
1.相对侧面需预留吊装螺纹孔或圆柱孔,减少吊装变形;
2.按用户要求设置的螺纹孔或沟槽,不得高于工作面。
三、质量控制与定制说明质检标准
采用刮削工艺时,需通过涂色对研检验:接触点面积比率或 25mm×25mm 内的接触点数符合表 3 规定,且任意区域点数差不超过 5 点。
定制与拼接
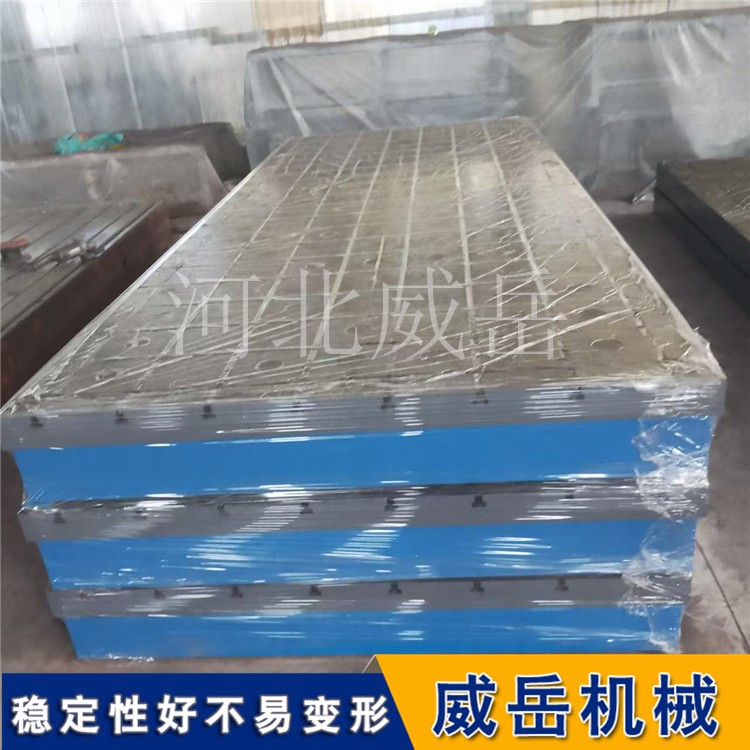
1.材质:HT200-300;常规规格:100×100—2000×4000mm,超规格可拼装或按图定制;
2.用途:适用于机械、发动机动力实验、设备调试,表面 T 型槽可固定设备;
3.定制时需清晰绘图,确保数据准确传达给工程人员。
威岳机械严格把控每件产品质量,确保铸铁 T 型槽平台在行业内卓尔不群。
官方网址:
联系人:销售部经理 张女士 竭诚为您服务!
- 公司: 河北威岳机械有限公司
- 主营: 铸铁平板平台,划线平台,检验平台
- 地址: 河北省泊头市交河镇新华西路
- 联系: 李经理
- 手机: 13780573715
-
微信:
