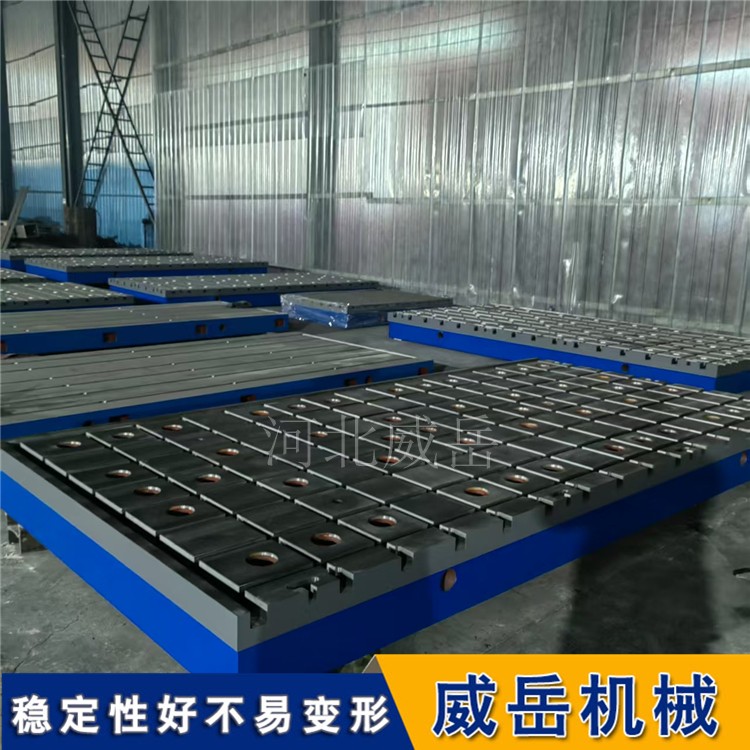
威岳带你看透铸铁T型槽平台的特性
价格:1850 2025-07-02 02:54:27 701次浏览一、铸铁 T 型槽平台的核心特性:精度与结构的双重突破1.
材质与硬度标准
2.
1.采用高强度灰口铸铁(如 HT250)或合金铸铁铸造,工作面硬度达 HB170-220,兼具耐磨性与韧性;
2.细密材质确保 T 型槽加工后边缘不易崩裂,可承受重载工件(载荷能力比普通平台高 30%)。
3.
表面质量控制
4.
1.严禁砂孔、气孔、裂纹等铸造缺陷,直径<15mm 的砂孔允许用同质材料堵塞(≤4 处,间距≥80mm);
2.表面粗糙度 Ra≤5μm(3 级平台),0 级平台需通过刮削工艺达到 Ra≤1.6μm,接触点密度≥25 点 / 25mm×25mm。
5.
T 型槽结构优势
6.
1.槽口设计为上宽下窄(如 T12 型槽上口 12mm,下底 10mm),便于螺栓固定设备时自动对中;
2.槽间距根据平台尺寸定制(常见 50-200mm),确保载荷均匀分布,防止板面变形。
二、T 型槽平台尺寸标准与选型参考
1. 常规规格表(单位:mm)
平台类型
长 × 宽范围
T 型槽数量
槽宽 × 槽深常见组合
精度等级
小型平台
500×300-1000×750
2-4 条
T8×14、T10×18
0-2 级
中型平台
1000×1000-2000×1500
4-6 条
T12×20、T14×22
0-1 级
大型平台
2000×2000-3000×5000
6-10 条
T16×25、T20×30
0-0 级
超大型拼接平台
定制(分块拼接)
按需求
T24×35 及以上
0 级
2. 槽体精度参数
·槽距公差:±0.1mm(1m 内),全长公差 ±0.5mm;
·槽侧垂直度:≤0.02mm/100mm,确保螺栓固定时受力均匀。
三、T 型槽平台的多元应用场景
行业领域
具体应用场景
选型要点
机械制造
机床部件装配、夹具定位
槽宽 T12-T16,精度 1-2 级
汽车发动机实验
动力总成测试平台、传感器安装
抗振材质(如中锰球墨铸铁),精度 0 级
造船与重工
船体构件划线、重型设备调试
超大型平台(≥3m×5m),T20 以上槽
航空航天
精密零件检测、工装定位
00 级精度,恒温环境专用
科研院所
光学仪器校准、实验装置固定
低应力材质,表面防锈处理
四、T 型槽平台精度保持技术方案
1. 生产阶段控制
·铸造工艺:采用树脂砂造型,减少型砂残留,T 型槽部位设置工艺筋防止变形;
·时效处理:双重时效(自然时效 6 个月 + 人工时效 200℃×24h),应力消除率≥90%;
·刮削工艺:0 级平台需通过 3 次以上刮研,接触点面积比率≥80%。
2. 使用维护要点
·载荷管理:工件重量≤额定载荷(如 2m×1.5m 平台额定载荷 5 吨),且均匀分布;
·槽内清洁:每次使用后用压缩空气吹净槽内铁屑,涂抹防锈油(避免润滑油残留吸附灰尘);
·精度复检:建议每 6 个月用水平仪 + 塞尺检测槽面平面度,偏差超 0.05mm/m 时需重新刮研。
五、安装方式与选型建议
1.轻载场景(≤1 吨):
·支架安装(高度 500-600mm)或调整垫铁安装,适合实验室临时调试;
2.中重载场景(1-5 吨):
·地脚螺栓安装(混凝土基础 C30 强度),或地锚器预埋(精度保持期≥5 年);
3.超重载场景(>5 吨):
·钢筋混凝土整体浇筑地基,平台与地基通过膨胀螺栓刚性连接,需做振动隔离处理。
六、河北威岳 T 型槽平台定制服务
·非标定制:可按图纸加工异形槽(如燕尾槽、U 型槽),槽距公差控制在 ±0.05mm;
·精度保障:00 级平台提供三坐标检测报告,平面度误差
- 公司: 河北威岳机械有限公司
- 主营: 铸铁平板平台,划线平台,检验平台
- 地址: 河北省泊头市交河镇新华西路
- 联系: 李经理
- 手机: 13780573715
-
微信:
