苏州塑胶模具设计,畅销全国,专业好用
价格:面议 2021-06-23 11:00:02 4641次浏览模流技术已普遍为世界各国所肯定,功能也加强到成型各不同阶段;而台湾正是起步阶段,坊间自三重五股以至於台南高雄乡间的模具厂,总数可能超过五千家,九成以上仍传承著师徒相授与摸索得来的经验,不知其所以然但仍努力接单,持续著台湾经济的奇迹;只是订单愈来愈少,利润愈来愈薄,竞争愈来愈激烈。 现在正是一个转型的时机,可以预见,当电脑技术帮助缩短成本与时间的同时,没有跟上脚步的会愈落后愈远,可能终将被淘汰!
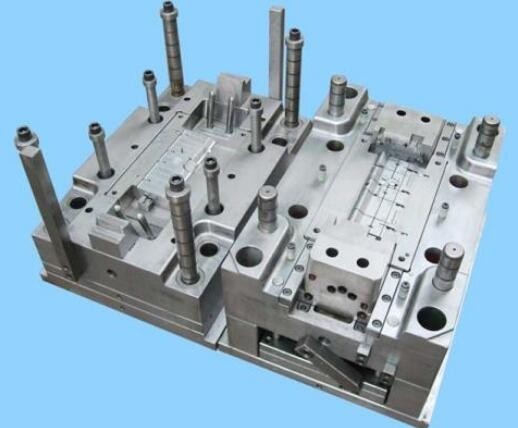
模具的一般定义:在工业生产中,用各种压力机和装在压力机上的专用工具,通过压力把金属或非金属材料制出所需形状的零件或制品,这种专用工具统称为模具。 注塑过程说明:模具是一种生产塑料制品的工具。它由几组零件部分构成,这个组合内有成型模腔。注塑时,模具装夹在注塑机上,熔融塑料被注入成型模腔内,并在腔内冷却定型,然后上下模分开,经由顶出系统将制品从模腔顶出离开模具,最后模具再闭合进行下一次注塑,整个注塑过程是循环进行的。
压铸模具表面温度的控制对生产高质量的压铸件来说,是非常重要的。不平均或不适当的压铸模具温度亦会导致铸件尺寸不稳定,在生产过程中顶出铸件变形,产生热压力、粘模、表面凹陷、内缩孔及热泡等缺陷。模温差异较大时,对生产周期中的变量,如填充时间、冷却时间及喷涂时间等产生不同程度的影响。 1).冷纹: 原因:熔汤前端的温度太低,相叠时有痕迹 改善方法: 1.检查壁厚是否太薄(设计或制造) ,较薄的区域应直接充填 2.检查形状是否不易充填;距离太远、封闭区域(如鳍片(fin) 、凸起) 、被阻挡区域、圆角太小等均不易充填.并注意是否有肋点或冷点 3.缩短充填时间,缩短充填时间的方法
备料,依产品展开图进行备料,在图纸中确定模板尺寸,包括各固定板、卸料板、凸凹模、镶件等,注意直接在产品展开图中进行备料,这样对画模具图是有很大好处的,我所见到有很多模具设计人员直接对产品展开图进行手工计算来备料,这种方法效率太低,直接在图纸上画出模板规格尺寸,以组立图的形式表述,一方面可以完成备料,另一方面在模具各配件的工作中省去很多工作,因为在绘制各组件的工作中只需在备料图纸中加入定位、销钉、导柱、螺丝孔即可。
- 公司: 东莞啸宝模具技术有限公司苏州分公司
- 主营: 苏州模具点冷管,苏州压铸模具点冷管,苏州模具高压点冷管
- 地址: 苏州工业园区苏虹东路168号,淘宝网请搜索,店铺:xielingyung
- 联系: 王小姐
- 手机: 13686620375
-
微信:
